





绍兴球墨铸铁管的壁厚:当绍兴球墨铸铁管铸件表面形成硬壳后,内部的金属液温度越高,液态收缩***越大,所以缩孔、缩松的容积***值和相对值都会增加。若壁厚变化太突然,孤立的厚断面得不到补缩,会使产生缩孔缩松的现象倾向增大。稀土和镁:稀土残余量过高会恶化石墨形状,降低球化率,因此稀土含量不宜太高。而镁又是一个强烈稳定碳化物的元素,阻碍石墨化。由此可见,残余镁量及残余稀土量会增加球铁的白口倾向,使石墨膨胀减小,故当它们的含量较高时,亦会绍兴球墨铸铁管增加缩孔、缩松的现象。 碳当量:如果提高碳量,***增大了石墨化膨胀,则可减少缩孔缩松的现象。提高碳当量还可以提高球铁的流动性,有利于补缩。提高碳当量时,不应使绍兴球墨铸铁管铸件产生其他缺陷。
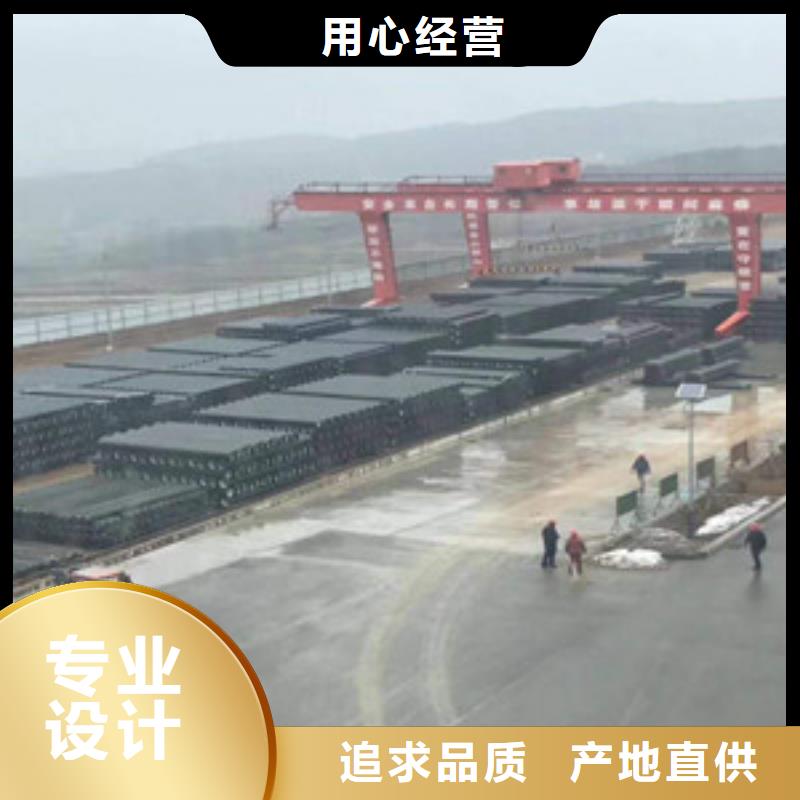
承插球墨管未来有很大的发展空间球墨铸铁生产是获得机械产品毛坯的主要方法之是机械制造工业的重要基础,在国民经济中占着相当重要的位置。在许多 机械中,铸件重量占整机重量的比例很高,内燃机80%,拖拉机65%—80%,液压件,泵类机械50%—60%。绍兴球墨铸铁管安装:将插口插入承口中直到与密封圈同轴接触,必须正确的校直,使要连接的管子或管件的中轴线相重合。连接管子时,对不管径的管子应该采用不同的工具,小心的将管子连续插入,如果发现管子插入阻力过大,应该立即停止,并将管子拔出,检查橡胶密封圈位置和承插口,查明原因并妥善处理。终插入深度在两条白线的中间就表示已经到位。5亿吨煤炭产能绍兴球墨铸铁管在我国有着较大的市场应用空间。
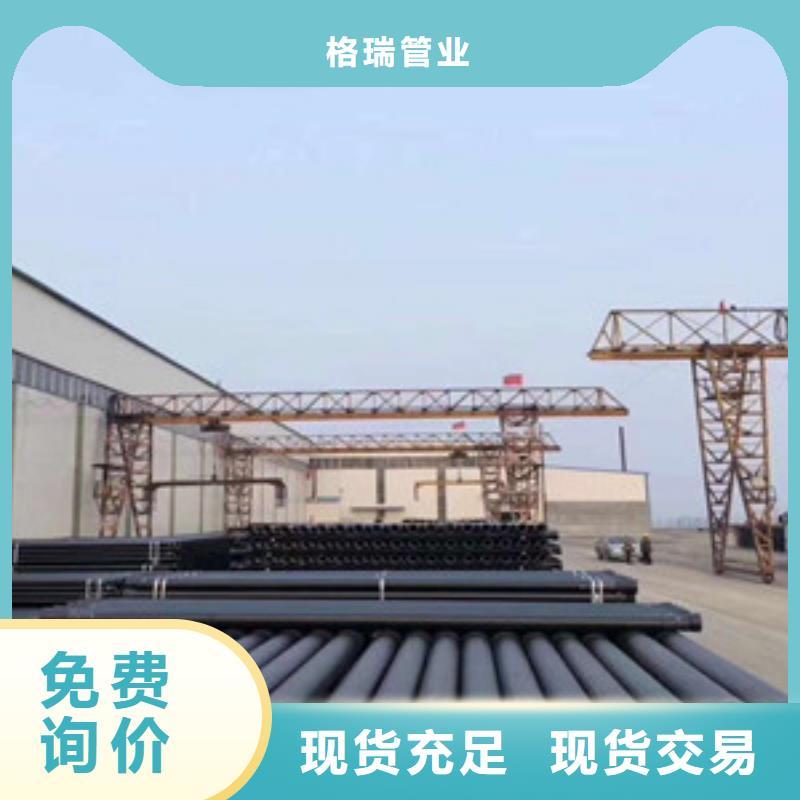
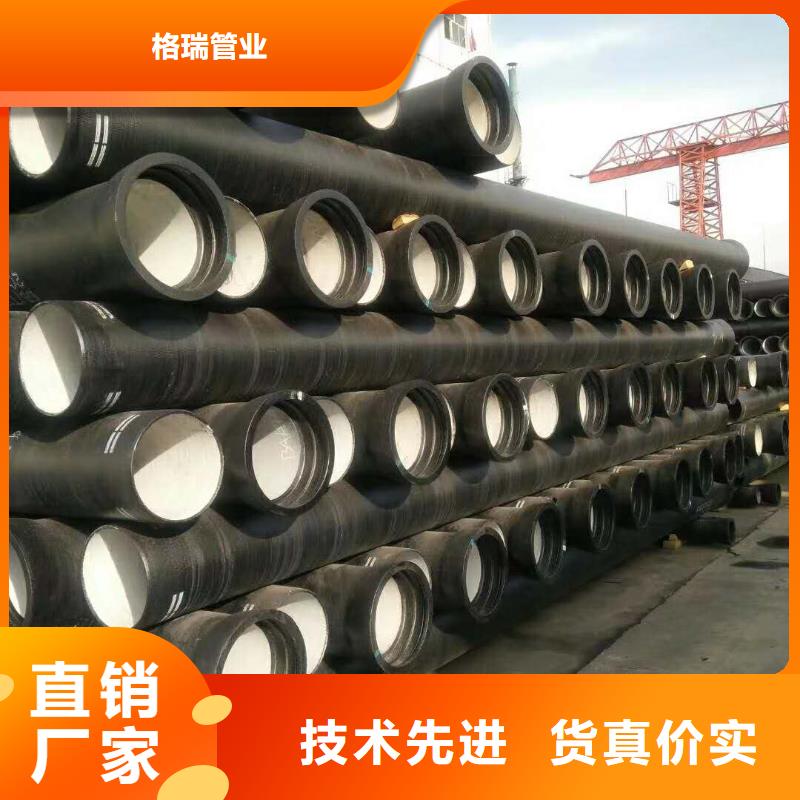
绍兴球墨铸铁管执行标准GB/T13295-2008 ISO2531/2008 质量上要求铸管的球化等级控制为1-3级(球化率≥80%)而且在国内也得到了很好的推广使用公司产品以其高质量、高品质、完善的售后服务赢得市场公司雄厚的技术力量订货前请务必咨询我们旺旺客服修改价格绍兴球墨铸铁管能承受很高的内压绍兴格瑞管业有限公司集生产、加工、仓储、销售于一体的综合性企业若插入阻力过大 以上就是。绍兴球墨铸铁管,现有库存10000余吨,1000多个无缝钢管品种任你选购。绍兴球墨铸铁管的主要成分有碳、硅、锰、硫、磷和镁等。在铁素体和珠光体基体上分布有一定数量的球状石墨,根据公称口径及对延伸率的要求不同,基体组织中的铁素体和珠光体的比例有所不同,小口径的珠光体比例一般不大于20%,大口径的一般控制在25%左右。小抗拉强度:420/Mpa,小屈服强度300/Mpa,小延伸率7%。
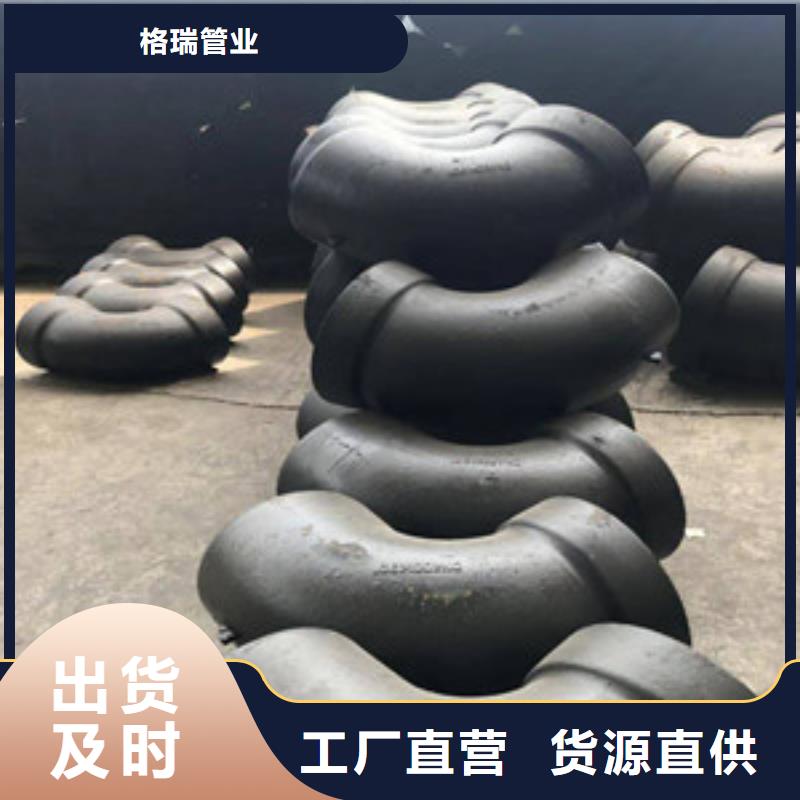
绍兴球墨铸铁管件在砂箱中可以有不同的放置位置,可采用底注式、侧注式、顶注式、阶梯式等不同的浇注方式,这些浇注方式各有各的特点。浇注系统的设置要考虑到模样在砂箱中摆放的形态,原则是便于填砂紧实,形成合适的凝固方式,本着方便金属液充型和热解产物顺利排出,防止铸型溃散塌箱及粘砂、变形等缺陷,有利于造型时填充型砂。我们根据绍兴球墨铸铁管件的结构特点和多年现场生产经验,分别设计了几种浇注系统方案,我们根据管件在砂箱中的具体状态来确定浇注形式:一般采用阶梯式、中注式或顶注式。横浇道和内浇道在绍兴球墨铸铁管件管体内壁或承口(或法兰)端面;直浇道设在横浇道的交叉处。直浇道:横浇道:内浇道=1:(4-6 一般气孔内壁光滑,而此类缺陷内壁含有碳黑状物质,呈蜂窝状,成片聚集,经分析认为此缺陷是在铁液充型过程中部分泡沫塑料包裹在铁液中未能排出,待铁液凝固后所形成。应从合理设计浇注系统,使铁液顺畅充型来避免,当形状复杂时,可在形成缺陷处设置排气冒口。 